

ویڈیو شو
ہاسونگ ایک پیشہ ور قیمتی دھاتی سکوں کی منٹنگ کے حل فراہم کرنے والے کے طور پر، دنیا بھر میں کئی سکے بنانے والی لائنیں بنا چکے ہیں۔ سکے کا وزن 0.6g سے 1kg تک گول، مربع، اور آکٹگن شکلوں کے ساتھ سونے کا ہوتا ہے۔ دیگر دھاتیں بھی دستیاب ہیں جیسے چاندی اور تانبا۔
آپ کو ون اسٹاپ حل پیش کرنے کے لیے ہاسونگ کے ساتھ بینک کر سکتے ہیں۔سکے ٹکنا لائن. مینوفیکچرنگ پیکج میں سائٹ پر گائیڈنس، کوائن مائنٹنگ کا سامان، اور انجینئرز شامل ہیں جو آپ کو اس عمل میں پیمائش کرنے میں مدد فراہم کرتے ہیں۔ ہمارے انجینئرز سونے کے سکے بنانے کے عمل کی تحقیق میں شامل رہے ہیں اور انہوں نے بڑے معروف ٹکسال کے تکنیکی مشیر کے طور پر کام کیا ہے۔
ہاسونگ قیمتی دھاتوں کے بارے میں مرحلہ وار ہدایات پیش کرتے ہوئے سکے بنانے کے مسائل کو حل کرنے پر توجہ مرکوز کرتا ہے۔ 20+ سالوں سے ہم سونے اور چاندی کے سکے بنانے والی مشینوں میں سب سے آگے ہیں، ہمارے پاس پیشہ ورانہ اور پیچیدہ انجینئرنگ سروس، سائٹ پر تربیت اور تکنیکی مدد ہے۔

براہ کرم کلک کریں۔مسلسل کاسٹنگ مشین اور رولنگ مشینیںتفصیلات دیکھنے کے لیے۔

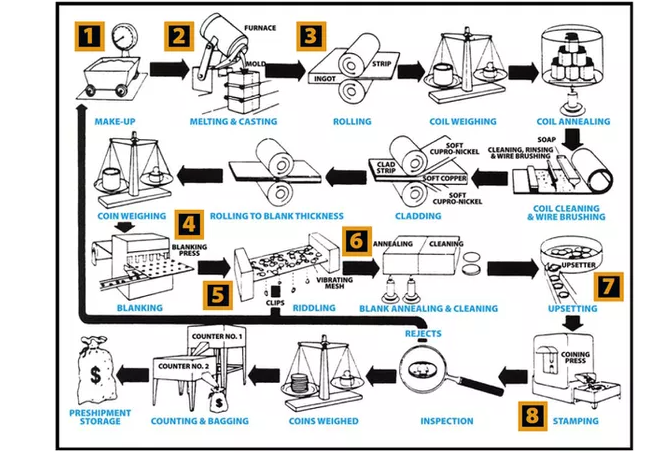
سکے کیسے بنائے جاتے ہیں؟
سکے بنانے کے لیے استعمال کیے جانے والے طریقے سالوں میں تیار ہوئے ہیں۔ سکے سب سے پہلے دو ہزار سال پہلے لیڈیا کی قدیم سلطنت میں بنائے گئے تھے۔ قدیم سکوں کی ٹکسال کا عمل بہت آسان تھا۔ سب سے پہلے، سونے، چاندی، یا تانبے کی ایک چھوٹی سی گانٹھ کو ایک چٹان کی طرح ٹھوس سطح میں سرایت کرنے والے سکے پر رکھا گیا تھا۔ اس کے بعد کارکن دوسرا سکہ مرے گا، اسے اوپر رکھے گا، اور اسے ایک بڑے ہتھوڑے سے مارے گا۔
قرون وسطی کے ٹکسالوں نے سککوں کی تیاری کے لیے دھات کی پہلے سے تیار شدہ گول ڈسک اور سکرو پریس کا استعمال کیا۔ اگرچہ یہ ایک دستی عمل تھا، لیکن یہ آسان تھا اور قدیم ٹکسال کے عمل سے زیادہ مستقل معیار پیدا کرتا تھا۔
جدید سکوں کو ہائیڈرولک کوائننگ پریسوں کے ساتھ بنایا جاتا ہے جو مشین میں خالی جگہوں کو خود بخود فیڈ کر دیتے ہیں۔ جب مشین پوری صلاحیت سے چل رہی ہو تو پریس 600 سے زیادہ سکے فی منٹ بنا سکتا ہے۔ یہ رفتار یونائیٹڈ سٹیٹس ٹکسال جیسے آپریشن کے لیے ضروری ہے، جس میں ہر سال اربوں سکے تیار کرنا ضروری ہے۔
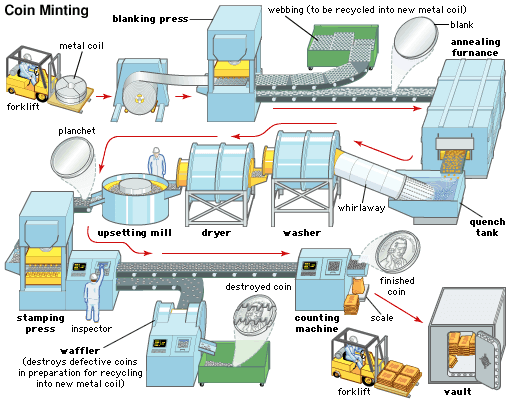
اگرچہ اربوں سکے بنانے کے لیے استعمال ہونے والی آٹومیشن کی وجہ سے یہ عمل پیچیدہ ہے، لیکن چند عام اقدامات ہیں جو دنیا بھر میں ہر ٹکسال استعمال کرتا ہے۔ ریاستہائے متحدہ کا ٹکسال عالمی سطح پر سب سے بڑا ٹکسال ہے، اور ہم اس کی پیداوار کے عمل پر توجہ مرکوز کریں گے۔
1. کان کنی کا خام مال
ٹکسال کا عمل خام مال کی کان کنی سے شروع ہوتا ہے۔ ریاستہائے متحدہ اور دنیا بھر کی کانیں سونا، چاندی، تانبا، یا دیگر مطلوبہ دھاتیں فراہم کرتی ہیں۔ ان کانوں سے حاصل ہونے والی خام دھات میں ایسی نجاست پائی جاتی ہے جو سکے کے لیے قابل قبول نہیں۔
مطلوبہ دھات کے حصول کے لیے کان کنی کے علاوہ، ریاستہائے متحدہ کا ٹکسال مختلف ذرائع سے دوبارہ حاصل کی گئی ری سائیکل شدہ دھات کا بھی استعمال کرتا ہے۔ ان ذرائع میں وہ سکے شامل ہیں جو اب "مشین ایبل" نہیں ہیں اور انہیں گردش سے ہٹا دیا گیا ہے۔ اس کے بجائے، انہیں ٹکسال میں واپس کر دیا جاتا ہے، جہاں انہیں نئے سکوں میں ری سائیکل کیا جاتا ہے۔
2. ریفائننگ، پگھلنا، اور کاسٹنگ
تقریباً تمام نجاستوں کو دور کرنے کے لیے خام دھات کو بہتر کیا جاتا ہے۔ کچھ سکوں کو دو یا دو سے زیادہ مختلف قسم کی دھاتوں کے مرکب کی ضرورت ہوتی ہے۔ بہتر دھات کو پگھلا دیا جاتا ہے، اور تصریحات کے مطابق مختلف دھاتیں شامل کی جاتی ہیں۔ مثال کے طور پر، ریاستہائے متحدہ کا ٹکسال اپنا پانچ سینٹ کا سکہ 75 فیصد تانبے اور 25 فیصد نکل کے مرکب سے بناتا ہے۔
ایک بار جب مناسب طہارت یا کھوٹ حاصل ہو جائے تو دھات کو پنڈ میں ڈال دیا جاتا ہے۔ یہ دھات کی بڑی سلاخیں ہیں جن میں ٹکسال کی ضرورت کے مطابق دھات کی مناسب مقدار ہوتی ہے۔ دھات کو پورے عمل کے دوران چیک کیا جاتا ہے تاکہ یہ یقینی بنایا جا سکے کہ مناسب طہارت حاصل کی گئی ہے۔
3. رولنگ
انگوٹ کو مناسب موٹائی میں گھمانے کا عمل طویل اور محنت طلب ہو سکتا ہے۔ پنڈ کو دو سخت اسٹیل رولرس کے درمیان گھمایا جاتا ہے جو مسلسل ایک دوسرے کے قریب اور قریب تر ہوتے رہتے ہیں۔ یہ عمل اس وقت تک جاری رہے گا جب تک کہ پنڈ کو دھاتی پٹی میں نہ گھمایا جائے جو سکہ بنائے جانے کے لیے مناسب موٹائی ہو۔ مزید برآں، رولنگ کا عمل دھات کو نرم کرتا ہے اور مالیکیولر ڈھانچے کو تبدیل کرتا ہے جو اسے آسانی سے مارنے کی اجازت دیتا ہے اور اعلیٰ معیار کے سکے تیار کرتا ہے۔
جب یہ مرکب مواد ہے، تو اسے خالی کرنے سے پہلے اینیلنگ کرنے کی ضرورت ہے۔
4. خالی کرنا
ریاستہائے متحدہ کے ٹکسال میں دھات کے رول استعمال کیے جاتے ہیں جو تقریباً 13 انچ چوڑے اور کئی ہزار پاؤنڈ وزنی ہوتے ہیں۔ مینوفیکچرنگ کے عمل سے گھماؤ کو دور کرنے کے لیے دھات کے رول کو غیر زخم اور چپٹا کیا جاتا ہے۔ اس کے بعد اسے ایک مشین کے ذریعے سے گزرا جاتا ہے جو دھات کی ڈسکوں کو باہر نکالتی ہے جو اب سکہ بنائے جانے کے لیے مناسب موٹائی اور قطر ہیں۔
5. چھلنی
اس وقت تک، دھاتی خالی جگہوں کو بنانے کے لیے استعمال ہونے والا پیداواری عمل گندا ہے اور اسے سخت ماحول میں چلایا جاتا ہے۔ یہ ممکن ہے کہ ناکارہ دھات کے چھوٹے چھوٹے ٹکڑوں کو سکے کے خالی جگہوں کے ساتھ ملایا جائے۔ چھلنی کرنے والی مشین مناسب سائز کے خالی جگہوں کو سکے کے خالی جگہوں کے ساتھ ملا ہوا کسی بھی غیر ملکی مادے سے الگ کرتی ہے۔
6. annealing اور صفائی
اس کے بعد ٹکسال سکوں کے خالی حصوں کو اینیلنگ اوون میں سے گزرتا ہے تاکہ مارنے کی تیاری میں دھات کو نرم کیا جا سکے۔ اس کے بعد خالی جگہوں کو کیمیائی غسل کے ذریعے ڈالا جاتا ہے تاکہ سکے کی سطح پر موجود تیل اور گندگی کو دور کیا جا سکے۔ کوئی بھی غیر ملکی مواد سٹرائیکنگ عمل کے دوران سکے میں سرایت کر سکتا ہے، اور اسے ختم کرنا پڑے گا۔
7. پریشان کرنا
دھاتی سکے کے خالی پر متاثر ہونے والے ڈیزائن کی حفاظت کے لیے، ہر سکے کے خالی کو ایک مشین کے ذریعے سے گزرا جاتا ہے جس میں رولرس کا ایک سیٹ ہوتا ہے جو تھوڑا سا چھوٹا ہوتا ہے اور سکے کے خالی دونوں اطراف میں دھاتی رم دیتا ہے۔ یہ عمل اس بات کو یقینی بنانے میں بھی مدد کرتا ہے کہ سکے کا خالی قطر مناسب ہے لہذا یہ سکے کے پریس میں صحیح طریقے سے حملہ کرے گا۔ اس عمل کے بعد، سکوں کے خالی کو اب پلانچیٹ کہا جاتا ہے۔
8. مہر لگانا یا مارنا
اب جب کہ پلانچٹس کو صحیح طریقے سے تیار، نرم اور صاف کیا گیا ہے، اب وہ مارنے کے لیے تیار ہیں۔ بزنس مارے گئے سکے خود بخود کوائننگ پریس میں اس شرح سے کھلائے جاتے ہیں جو کئی سو سکے فی منٹ تک پہنچ سکتے ہیں۔ جمع کرنے والوں کے لیے بنائے گئے پروف سکے ہاتھ سے کوائننگ پریس میں ڈالے جاتے ہیں اور فی سکہ کم از کم دو سٹرائیکس وصول کرتے ہیں۔
9. تقسیم
وہ سکے جو معائنہ پاس کرتے ہیں اب تقسیم کے لیے تیار ہیں۔ کاروبار سے متاثر سککوں کو بلک سٹوریج بیگز میں پیک کیا جاتا ہے اور پوری دنیا میں تقسیم کاروں کو بھیج دیا جاتا ہے۔ جمع کرنے والے سکے خصوصی ہولڈرز اور خانوں میں رکھے جاتے ہیں اور دنیا بھر کے سکے جمع کرنے والوں کو بھیجے جاتے ہیں۔



تفصیلات:
کلک کریں۔مسلسل کاسٹنگ مشین.



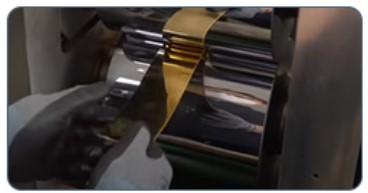
شیٹ رولنگ مل
بار / سکے بنانے کے لیے دو قسم کی رولنگ ملیں ہیں، پہلی قسم کی شیٹ رولنگ مشین نارمل سطح بناتی ہے، اس صورت میں اسے عام طور پر ٹمبلر پالش کے ذریعے حتمی پالش کرنے کی ضرورت ہوتی ہے۔
| ماڈل نمبر | HS-8HP | HS-10HP |
| برانڈ کا نام | ہاسنگ | |
| وولٹیج | 380V 50/60Hz، 3 مراحل | |
| طاقت | 5.5KW | 7.5KW |
| رولر | قطر 120 × چوڑائی 210 ملی میٹر | قطر 150 × چوڑائی 220 ملی میٹر |
| سختی | 60-61 ° | |
| طول و عرض | 980 × 1180 × 1480 ملی میٹر | 1080x580x1480mm |
| وزن | تقریبا 600 کلوگرام | تقریبا 800 کلوگرام |
| قابلیت | زیادہ سے زیادہ رولنگ موٹائی 25 ملی میٹر تک ہے۔ | زیادہ سے زیادہ رولنگ موٹائی 35 ملی میٹر تک ہے۔ |
| فائدہ | فریم الیکٹرو سٹیٹیکل طور پر دھول سے بھرا ہوا ہے، جسم کو آرائشی ہارڈ کروم کے ساتھ چڑھایا گیا ہے، اور سٹینلیس سٹیل کا احاطہ خوبصورت اور زنگ کے بغیر عملی ہے۔ واحد رفتار / ڈبل رفتار | |
| وارنٹی سروس کے بعد | ویڈیو تکنیکی مدد، آن لائن سپورٹ، اسپیئر پارٹس، فیلڈ کی دیکھ بھال اور مرمت کی خدمت | |
ٹنگسٹن اسٹیل آئینے کی سطح کی رولنگ مل
دوسری قسم ٹونگسٹن اسٹیل میٹریل رولر آئینے کی سطح کی شیٹ رولنگ مل ہے۔ اس قسم کی رولنگ مشین کے ساتھ، آپ کو آئینے کی سطح کی شیٹ ملے گی۔
| ماڈل نمبر | HS-M5HP | HS-M8HP | ||
| برانڈ کا نام | ہاسنگ | |||
| وولٹیج | 380V؛ 50/60hz 3 فیزز | |||
| طاقت | 3.7 کلو واٹ | 5.5 کلو واٹ | ||
| ٹنگسٹن رولر سائز | قطر 90 × چوڑائی 60 ملی میٹر | قطر 90 × چوڑائی 90 ملی میٹر | قطر 100 × چوڑائی 100 ملی میٹر | قطر 120 × چوڑائی 100 ملی میٹر |
| رولر سختی | 92-95 ° | |||
| مواد | درآمد شدہ ٹنگسٹن سٹیل بلٹ | |||
| طول و عرض | 880 × 580 × 1400 ملی میٹر | 980 × 580 × 1450 ملی میٹر | ||
| وزن | تقریبا 450 کلوگرام | تقریبا 500 کلوگرام | ||
| خصوصیات | چکنا کے ساتھ؛ گیئر ڈرائیو؛ رولنگ شیٹ کی موٹائی 10 ملی میٹر، پتلی ترین 0.1 ملی میٹر؛ extruded شیٹ میٹل سطح کے آئینے کا اثر؛ جامد پاؤڈر فریم پر چھڑکنا، آرائشی ہارڈ کروم چڑھانا، سٹینلیس سٹیل کور، خوبصورت اور عملی زنگ آلود نہیں ہو گا. | |||
ہائیڈرولک سکے کو خالی کرنے والا پریس


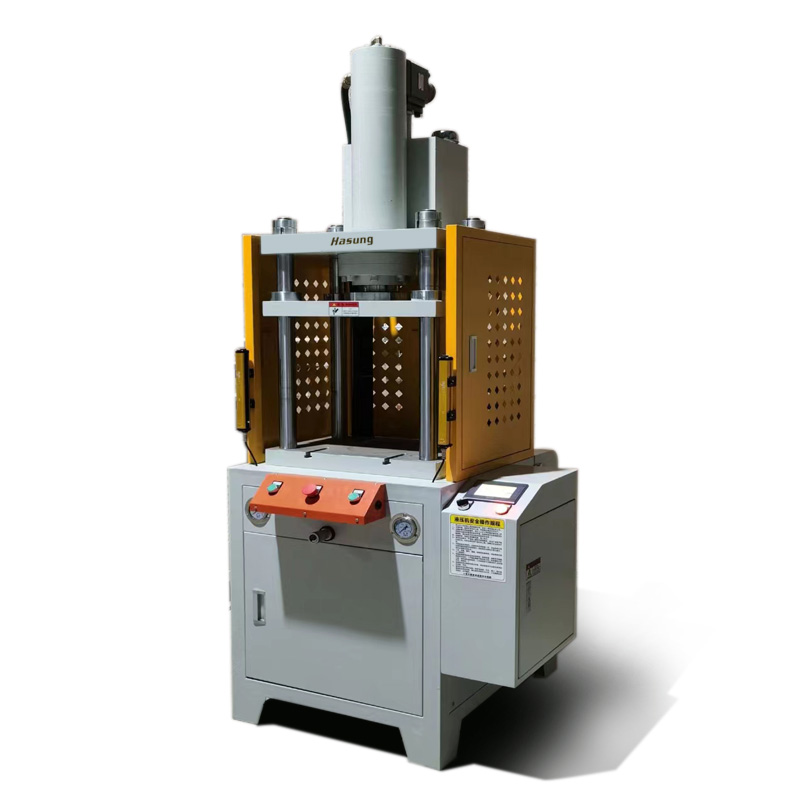


خالی کرنے کا عمل
20 ٹن ہائیڈرولک کوائن کٹنگ / بلینکنگ پریس
40 ٹن ہائیڈرولک کٹنگ اور ایمبوسنگ پریس
یہ ہائیڈرولک کٹنگ پریس سونے اور چاندی کے خالی شیٹ کو کاٹتی ہے جس پر رولنگ کے بعد کارروائی کی جاتی ہے۔ خالی شیٹ کو مطلوبہ شکل میں گول، مستطیل، لٹکن شکل وغیرہ میں کاٹ دیا جاتا ہے۔ کٹنگ ڈائیز کے عمل کے ذریعے فراہم کیا جاتا ہے جس کے بعد خالی جگہوں کو ہائیڈرولک سٹیمپنگ پریس میں ٹکڑا جانے کے لیے تیار ہوتا ہے۔
ہائیڈرولک کاٹنے والی پاور پریس مشین کے فوائد۔
سونے اور چاندی کے خالی ٹکڑے کاٹنے کے لیے مثالی،
بہتر نتائج کے لیے خالی جگہوں کو صاف کناروں میں کاٹیں،
پریشانی سے پاک آپریٹنگ اور ڈوئل موڈ پاؤں اور سوئچ کے ساتھ آپریٹنگ،
کاٹنے کا سلسلہ جاری رکھنے کے لیے سٹاپر سسٹم،
آسان ڈپازٹ دراز کے ساتھ ڈائی فٹنگ ایڈجسٹمنٹ سسٹم،
تیز تر پیداوار کے لیے کٹنگ ایڈجسٹمنٹ۔
خالی گرت کے آلے سے لیس، مواد کو جمع کرنا آسان ہے۔

تکنیکی پیرامیٹرز
| ماڈل نمبر | HS-20T | HS-40T | HS-100T |
| برائے نام | 20 ٹن | 40 ٹن | 100 ٹن |
| زیادہ سے زیادہ اسٹروک | 300 ملی میٹر | 350 ملی میٹر | 400 ملی میٹر |
| کھلنے کی اونچائی | 500 ملی میٹر | 400 ملی میٹر | 600 ملی میٹر |
| نزول کی رفتار | 160 ملی میٹر | 180 ملی میٹر | 120 ملی میٹر |
| بڑھتی ہوئی رفتار | 150 ملی میٹر | 160 ملی میٹر | 120 ملی میٹر |
| ورک ٹیبل ایریا | 600*500mm | 550*450mm | 700 * 600 ملی میٹر |
| زمین سے میز کی اونچائی | 850 ملی میٹر | 850 ملی میٹر | 850 ملی میٹر |
| وولٹیج | 380V 3 مراحل | 380V 3 مراحل | 380V 3 مراحل |
| موٹر پاور | 3.75 کلو واٹ | 3.75 کلو واٹ | 5.5 کلو واٹ |
| وزن | 1300 کلو گرام | 860 کلو گرام | 2200 کلو گرام |
ہائیڈرولک سٹیمپنگ پریس ملٹی پرپوز






100 ٹنہائیڈرولک سکے ایمبوسنگ پریس
150 ٹن ہائیڈرولک سکے ایمبوسنگ پریس
200 ٹن ہائیڈرولک سکے ایمبوسنگ پریس
300 ٹن ہائیڈرولک گولڈ اور سلور کوائننگ پریس
چاندی میں 50 گرام تک سکے بنانے کے لیے موزوں 150 ٹن ہائیڈرولک کوائن ایمبوسنگ پریس۔ پریس دستی کے ساتھ ساتھ سنگل سائیکل آٹومیٹک آپریشن موڈ میں آپریشن کے لیے موزوں ہے۔ یہ آٹو کوائن ایجیکٹنگ میکانیزم کے ساتھ دستیاب ہے۔ پریس کو آپ کی ضرورت کے مطابق 80 ٹن، 100 ٹن، 150 ٹن، 200 ٹن جیسے مختلف ٹن کی صلاحیت میں فراہم کیا جاسکتا ہے۔
سونے اور چاندی کے لیے 300 ٹن کی صلاحیت والی ہائیڈرولک کوائن پریس مشین آخری مرحلے پر متعدد اسٹروک کے لیے قابل پروگرام PLC کنٹرولر کے ساتھ مکمل ہے۔ پریس کو بغیر کسی ہتھوڑے کے آسانی سے ہٹانے کے لیے سکے کے خود کار طریقے سے نکالنے کے لیے ایجیکٹر سلنڈر سے لیس ہے۔ یہ خصوصیت سکے کی بہتر حتمی تکمیل پیش کرتی ہے۔ یہ ہائیڈرولک کوائننگ پریس 1.0 گرام سے 100.0 گرام وزن میں سونے اور چاندی کے سکے بنانے کے لیے موزوں ہے اور یہ 10.0 HP (7.5KW) الیکٹریکلز سے چلتا ہے اور مناسب الیکٹریکلز اور کنٹرول پینل کے ساتھ مکمل فراہم کیا جاتا ہے۔ یہ کوائننگ پریس ڈیزائن ٹائمر کے ساتھ پریشر ایڈجسٹمنٹ کنٹرول کو شامل کرتا ہے تاکہ ریٹرن اسٹروک سے پہلے آخری پریشر ٹائم کو ایڈجسٹ کیا جا سکے۔ اسے پش بٹن کنٹرول کے ساتھ ساتھ خودکار سنگل سائیکل موڈ میں بھی چلایا جا سکتا ہے۔
ہائیڈرولک کوائننگ پریس اور پریزیشن شیٹ رولنگ مل کے علاوہ، آپ کو سونے اور چاندی کی چادر بنانے کے لیے انڈکشن میلٹر یا لگاتار کاسٹنگ مشین، سونے اور چاندی کی بار کٹنگ مشین اور وائبریٹر پالشر مشینوں کی ضرورت ہے جو سونے اور چاندی کے سکے بنانے کا مکمل پلانٹ لگانے کے لیے درکار ہیں۔
تکنیکی پیرامیٹرز
| ماڈل نمبر | HS-100T | HS-200T | HS-300T |
| وولٹیج | 380V، 50/60Hz | 380V، 50/60Hz | 380V، 50/60Hz |
| طاقت | 4KW | 5.5KW | 7.5KW |
| زیادہ سے زیادہ دباؤ | 22 ایم پی اے | 22 ایم پی اے | 24 ایم پی اے |
| ورک ٹیبل اسٹروک | 110 ملی میٹر | 150 ملی میٹر | 150 ملی میٹر |
| زیادہ سے زیادہ افتتاحی | 360 ملی میٹر | 380 ملی میٹر | 380 ملی میٹر |
| کام کی میز کی تحریک کی رفتار | 120mm/s | 110mm/s | 110mm/s |
| کام کی میز پیچھے کی رفتار | 110mm/s | 100mm/s | 100mm/s |
| کام کی میز کا سائز | 420*420 ملی میٹر | 500*520 ملی میٹر | 540*580 ملی میٹر |
| وزن | 1100 کلوگرام | 2400 کلوگرام | 3300 کلوگرام |
| درخواست | زیورات اور سونے کی بار، سککوں کا لوگو سٹیمپنگ کے لیے | ||
| فیچر | آپشن کے لیے نارمل/سروو موٹر، بٹن آپریٹ/سیمنز PLC کنٹرول سسٹم آپشن کے لیے | ||
مکمل خودکار سکے بنانے کا پیداواری نظام
آپ کوائن مائٹنگ لائن کے لیے ون اسٹاپ حل پیش کرنے کے لیے آپ Hasung کے ساتھ بینک کر سکتے ہیں۔ مینوفیکچرنگ پیکج میں سائٹ پر گائیڈنس، کوائن مائنٹنگ کا سامان، اور انجینئرز شامل ہیں جو آپ کو اس عمل میں پیمائش کرنے میں مدد فراہم کرتے ہیں۔ ہمارے انجینئرز سونے کے سکے بنانے کے عمل کی تحقیق میں شامل رہے ہیں اور انہوں نے بڑے معروف ٹکسال کے تکنیکی مشیر کے طور پر کام کیا ہے۔
ہاسونگ قیمتی دھاتوں کے بارے میں مرحلہ وار ہدایات پیش کرتے ہوئے سکے بنانے کے مسائل کو حل کرنے پر توجہ مرکوز کرتا ہے۔ 20+ سالوں سے ہم سونے اور چاندی کے سکے بنانے والی مشینوں میں سب سے آگے ہیں، ہمارے پاس پیشہ ورانہ اور پیچیدہ انجینئرنگ سروس، سائٹ پر تربیت، اور تکنیکی مدد ہماری خدمات ہیں۔
پوسٹ ٹائم: جولائی 04-2022









